随着钢结构向大型化的方向发展,高强钢和厚钢板的应用量不断增加。不同应用领域对厚钢板焊接部要求的性能不同,采用的焊接技术也不同。焊接技术可分为两大类:一类是高效率焊接方法,一类是通过对焊缝金属和焊接热影响区(HAZ)组织控制保证焊接接头具有良好的强度和韧性。本文对近年开发的焊缝金属和焊接热影响区组织控制技术进行简要介绍。
1 焊缝金属的组织控制
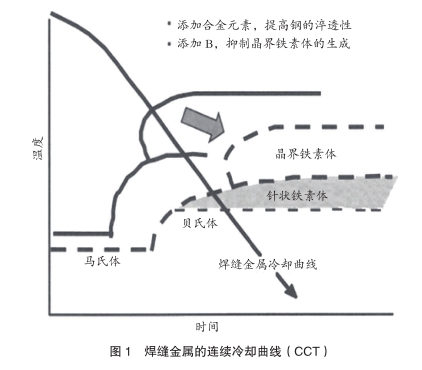
钢结构的大型化和在北极圈、深海等寒冷区域的使用,以及对大地震的抗震性要求,促进了具有更高强度和高韧性钢材的开发,并且使其应用范围不断扩大。其中,为了保证焊接钢结构的低合金焊缝金属的强度和韧性,普遍利用了针状铁素体(AF)组织。AF是在奥氏体晶粒内微细夹杂物生核的铁素体(α),其特点是粒径小并且具有大角晶界。所以使焊缝金属具有高韧性。1970年代,发现在当时主流的Si-Mn系焊缝金属中添加Ti形成了AF。之后,作为提高高强度焊缝金属韧性的方法得到广泛应用。图1是焊缝金属的连续冷却曲线(CCT)的模式图。如图所示,传统的焊缝金属连续冷却时,铁素体在凝固后的奥氏体晶界上形成,成长为针状的侧板条铁素体组织。这种组织是粗大化的铁素体组织,使韧性显著下降。焊缝金属添加Ti,铁素体生核位置的Ti氧化物在焊缝金属中弥散分布,同时在焊缝金属添加抑制铁素体在晶界生成的B,使焊缝金属组织成为AF,提高了焊缝金属的韧性。此前,虽然对AF的生成机制进行了许多研究,但至今尚未查明AF的决定性生成机制。最近,利用先进设备可以对AF生成机制进行更细致的观察,因此获得了关于AF生成机制的新见解。
使用高温激光显微镜可以从转变点以上的γ区到转变结束对AF生成进行原位动态连续观察。Ti-B系埋弧焊焊缝金属被加热到1400℃后的冷却过程中生成的AF高温激光显微镜观察的照片显示,在冷却到约580℃时,在中央的比较粗大夹杂物上生成了初生AF。初生AF形成后,在各个不同方位进行竞争长大,在530℃时,转变完成,形成了微细的AF组织。此外,高温激光显微镜观察表明,AF生核的起点主要是夹杂物,并且AF在尺寸大的夹杂物上优先生核、长大。
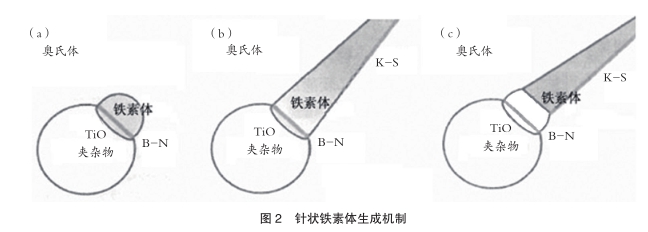
利用STEM和EDS对夹杂物与AF的晶体学取向关系进行了研究。AF组织的Ti-B系埋弧焊焊缝金属中的夹杂物的STEM图像和该视场的EDS的分析结果表明,夹杂物内部有Mn、Al的富集,夹杂物周围是富Ti层。用SAD衍射花样对富Ti层鉴定表明,富Ti层是B1型TiO。TiO与相邻的AF具有B-N(Baker-Nutting)取向关系。说明AF核与夹杂物具有一定的取向关系。此外,对奥氏体与AF之间的取向关系进行了研究。一般来说,剪切型相变形成的铁素体与母相奥氏体具有K-S(Kurdj umov–Sachs)取向关系。但AF的情况略有不同。大线能量电渣焊等焊缝金属中的许多铁素体是按照K-S关系长大,但与夹杂物相邻的若干铁素体晶粒在生成的初始阶段的长大方向,和母相奥氏体的取向关系与K-S关系有一些偏离,之后才转动到K-S关系方向长大。焊接线能量较小、冷却速度大的焊缝金属中的夹杂物相邻的若干铁素体晶粒在生成的初始阶段,在和母相奥氏体的取向关系与K-S关系有一些偏离的状态下生成并长大。其周围生成了符合K-S关系的新的AF。因此,虽然最终都是AF组织,但热输入和冷却速度不同,其形成和长大过程有很大不同。
图2是上述AF生成机制的模式图。
2 焊接热影响区(HAZ)的组织控制
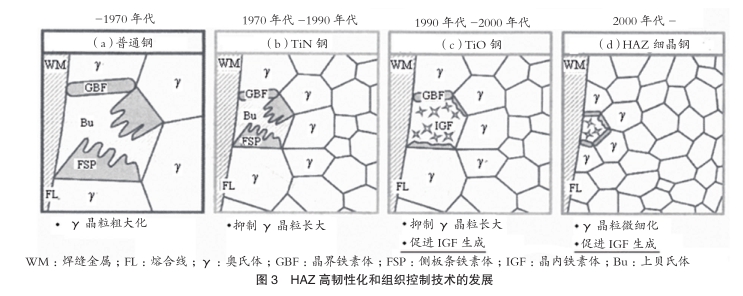
HAZ的组织控制技术的发展过程如图3。提高HAZ韧性的基本方法是:①使TiN等粒子弥散分布,抑制γ晶粒长大;②γ→α转变核心的夹杂物和析出物弥散分布,使铁素体晶粒微细化;③降低固溶C、N量,防止基体金属脆化;④减少岛状马氏体等硬质第二相的数量;⑤降低脆化性元素P、S含量。但是仅采用上述方法仍不能满足近年来对HAZ高韧性的要求。因此需要采用更精密的HAZ组织控制技术。HAZ的组织控制不同于钢板的组织控制。仅对钢板的化学成分进行控制还不够,所以对利用炼钢夹杂物控制HAZ组织的技术进行了长期的开发研究。按照利用的夹杂物种类不同,利用夹杂物控制大线能量焊接HAZ组织的技术有两大类:①以Ti氧化物为核心生成晶内铁素体,使HAZ组织微细化技术;②利用氮化物、硫化物、硼化物夹杂物钉扎γ晶粒长大和降低铁素体生成能的HAZ组织微细化技术。
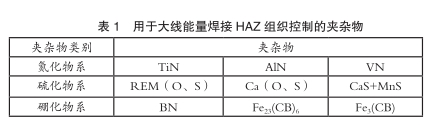
表1示出用于大线能量焊接HAZ组织控制的夹杂物。
2.1 氮化物夹杂物利用技术
用于母材组织微细化和HAZ组织控制的典型氮化物是TiN、Al N、VN。其中,使用最多的是TiN。TiN具有抑制γ晶粒粗大化的作用和降低铁素体生成能的作用。从1950年代开始,对TiN抑制γ晶粒粗大化的问题进行了许多研究。钢中添加0.010-0.012%Ti、0.0026-0.0038%N是利用TiN提高大线能量电渣焊HAZ韧性的开始。此后,从1970年代开始,对TiN的含量和TiN尺寸的影响进行了大量的研究,并对TiN体积分数和尺寸对γ晶粒的影响进行了定量评价。研究结果指出,从TiN上生成铁素体,具有促进γ→α的效果。钢
中添加Ti可增加晶内铁素体量,以及使CCT曲线的鼻子尖温度向短时间侧移动。此外,还查明铁素体相从TiN粒子生核长大,并且铁素体长大未受到TiN的抑制。
在TiN尺寸对铁素体生核影响方面,假定TiN是立方体,根据经典生核理论对铁素体生核模型进行了研究。研究结果表明,TiN作为铁素体生成核,存在临界尺寸。转变温度和成分变化引起转变驱动力ΔGv变化,从而引起临界尺寸变化。研究报告指出,TiN越微细,对γ长大的钉扎作用越大。但是TiN过小,不利于铁素体生核。因此为使组织微细化,必须使TiN有适宜量和适宜大小。这个研究结果已经在工业生产中得到广泛应用。
关于Al N的利用。将含量大于Al镇静钢的Al N微细析出、使晶粒细化的方法主要用于淬火-回火钢。在大线能量焊接HAZ部位,利用焊接冷却中Al N的析出,提高HAZ韧性。在焊接冷却中,游离N生成Al N。HAZ中的游离N起着固定位错的作用,导致韧性下降。利用Al N的技术是,在焊接冷却中用Al将游离N固定为Al N,从而降低了游离N含量。应该注意的是,在大线能量焊接区,由于母材向焊缝金属内的稀释,大量的Al溶入焊缝金属中,减少了Ti氧化物,导致AF核心数量的减少。
VN与Al N一样熔点较低,不能用作γ晶粒的钉扎粒子。但从界面能的观点来看,VN的铁素体核生成能与TiN水平相当。研究指出,析出的VN促进以VN为核心的铁素体生成,使组织微细化。VN可以促进晶内铁素体转变。
在上述的氮化物夹杂物利用技术中,利用TiN的技术是大线能量HAZ组织控制技术的主要技术。利用TiN的技术也可用于小线能量多层堆焊的施工。
2.2 硫化物夹杂物利用技术
在对硫化物夹杂物利用技术的研究方面,对Ca、REM的硫氧化物和硫化物进行了大量的研究。1970年代,钢板的制造工艺是铸锭-开坯-轧制。钢锭凝固慢,在这种情况下,制造TiN钢,难于使TiN微细弥散,所以存在着不能利用TiN保证大线能量焊接HAZ具有良好韧性的问题。为此,进行了复合添加Ca、Ce的研究。
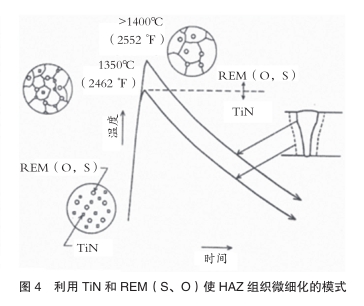
此外,还查明了复合添加REM、B提高HAZ韧性的作用。钢中复合添加REM、B在大线能量焊接HAZ的熔合线,生成大量的块状微细铁素体,显著提高HAZ的韧性。原因是,REM(O、S)在钢中微细弥散分布,并且在熔合线的焊接高温下也不熔解。钢中固溶的B在焊接后的冷却过程中,在REM(O、S)上析出BN。以BN为核心生成了晶内铁素体。此后,对复合添加TiN、REM(O、S)的技术进行了研究。TiN析出钢中的TiN在焊接熔合线发生熔解,引起γ晶粒粗大化,导致HAZ韧性显著下降。为此,使用熔点高于TiN的Ca、REM的硫氧化物。使Ca、REM的硫氧化物在钢中弥散分布。在HAZ的低温加热部主要利用TiN对γ晶粒的钉扎作用和促进铁素体生成的作用。在HAZ的高温加热部,利用高熔点硫氧化物的钉扎作用,这样,使HAZ整体具有良好的韧性。图4是利用TiN和REM(O、S)使HAZ组织微细化的模式图。
最近,有研究报导了利用CaS和MnS的复合夹杂物促进铁素体转变,提高HAZ韧性的技术。该技术将Ca系夹杂物形态控制指标ACR(原子浓度比)控制在适宜的范围内,部分S生成CaS、其余的S在析出过程中与Mn结合,形成了CaS MnS的复合夹杂物,促进了铁素体转变。
上述利用Ca和REM的硫氧化物、硫化物,直接或间接促进铁素体转变和抑制γ晶粒粗大化,使HAZ组织微细化,提高了大线能量焊接HAZ的韧性。
2.3 B系夹杂物利用技术
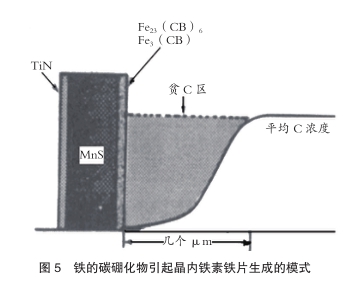
B在钢中的扩散速度比其他合金元素快,所以B是在焊接热量作用下,可以在HAZ中发生很大移动的元素。因此B是作用复杂、难于控制的元素。B的基本作用是,BN作为铁素体生成核心作用和降低γ晶界界面能的作用。关于第一个作用,前面已经对BN与REM(O、S)复合化,起着铁素体生成核心作用进行了说明。此外,B还有将固溶N固定为BN,使基体高韧性化的作用。B降低固溶N的作用与Al相同,但由于B的扩散速度大,所以降低固溶N的作用更为显著。上述第二个作用是固溶B在晶界偏析,促进了奥氏体晶内的铁素体形成。焊缝金属中添加Ti–B产生生成AF的机制是B的这个作用的重要方面。此外,研究还报导了铁的碳硼化物的使用报告。图5是TiN MnS周围由于析出Fe23(CB)6和Fe3(CB)等铁的碳硼化物,形成贫C区,促进铁素体转变的模式图。
如上所述,B是具有显著促进晶内铁素体形成、提高韧性的有益元素。但是由于B也是提高淬透性元素,所以某些添加方法和添加量会导致淬透性提高,韧性下降。因此,利用B提高HAZ韧性并不是简单的技术。
2.4 HAZ组织控制新技术
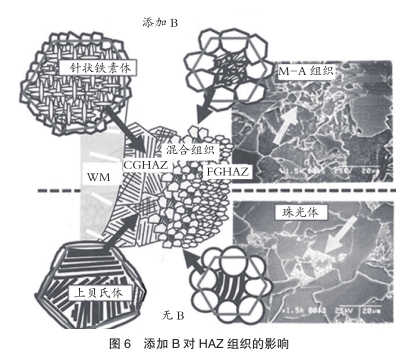
在加热温度1350℃以上的焊接熔合线周围,TiN发生熔解。B与固溶N结合生成BN。铁素体在BN生核、形成以及固溶N的减少,提高了HAZ的韧性。但是在离开熔合线一些距离的加热温度小于1150℃的部位,由于TiN未熔解,与B结合的固溶N少,该部位容易发生B过剩。在这种情况下,固溶B提高淬透性,导致该部位韧性下降。添加B对HAZ组织影响的模式图如图6。换言之,理想的情况是,只在大线能量焊接熔合线附近的必要区域添加B。为此,开发出使B从焊缝金属向HAZ扩散的技术。
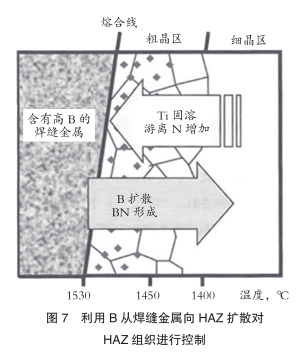
图7是这个技术的模式图。图7显示,含有适宜B量的焊缝金属与钢板组合,B只从焊缝金属向TiN熔解的熔合线附近扩散,形成BN,提高熔合线附近部位的韧性,从而使HAZ整体具有良好韧性。
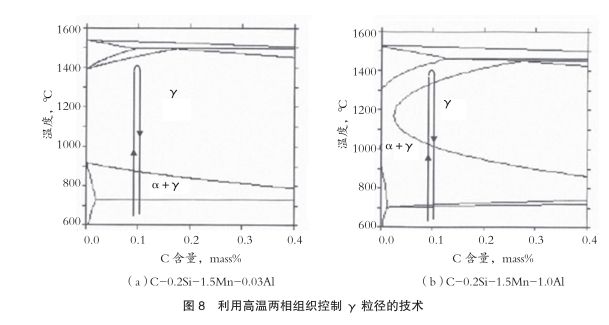
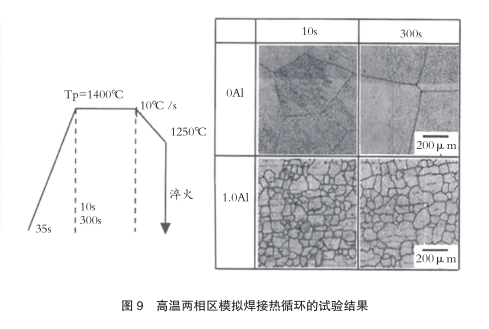
此前的HAZ组织微细化技术是利用夹杂物抑制γ晶粒长大和夹杂物作为铁素体核心作用的技术。最近对不使用夹杂物的HAZ组织微细化技术进行了试验研究。该试验开发技术是控制低碳钢中的Al、Si添加量,抑制高温区γ晶粒长大的技术,如图8、图9所示。如果该技术可以抑制高温区γ晶粒长大,在炼钢阶段不用对夹杂物进行控制,就可以获得稳定的微细化HAZ组织。
近年,还有研究报导了,在Mn脱氧钢中添加适量的REM和S,可以抑制γ晶粒的粗大化。在用氧化能低于Ti的Mn进行脱氧的钢中,微量添加约30ppm的S和REM(Ce、La、Nd合金),在特定区域,γ晶粒长大受到强力抑制。其机制是,在HAZ热循环条件下,REM、Mn的硫氧化物发生相分离。硫氧化物从其MnS浓度高的部位开始熔点降低,成为液相。液相的硫氧化物比固相硫氧化物具有更大的钉扎力,抑制了γ晶粒长大。可以期待上述三种HAZ组织控制新技术今后会成为工业化技术。 (高宏适)