1 前言
在激烈的市场竞争与精细化制造趋势下,降本增效已成为加工制造企业实现高质量发展的核心命题。对于钢铁制造而言,成材率不仅是衡量生产技术与管理水平的关键指标,更是直接决定企业经济效益与核心竞争力的生命线。以首钢顺义冷轧公司(以下简称:公司)为例,公司产品定位于国内外钢材市场所需的汽车板和家电板,年生产规模为170万吨,其中冷轧连续退火产品90万吨,热镀锌产品80万吨。镀锌卷成材率曾长期徘徊于96%水平,这一数据背后潜藏着显著的资源浪费与效益流失,为突破瓶颈,公司聚焦价值创造,将“提升镀锌卷成材率”列为重点研究方向。围绕提高镀锌卷成材率这一目标,本文分析影响成材率的关键因素,并详细介绍相关措施及最终实践效果。
2 镀锌卷成材率定义
镀锌卷成材率是指产线入口原料卷重量减去金属损失重量后与入口原料卷重量的比值,镀锌卷成材率计算公式为:
入口原料卷重量-金属损失重量×100%η= 入口原料卷重量
3 影响镀锌卷成材率的因素
根据公式可知,入口原料卷重量与金属总损失量是构成该指标的两大核心变量。从原料到成品的全流程转化中,成材率受到双重维度的制约:一是输入端的客观限定,具体表现为客户订单下达的产品规格体系,以及入口原料卷的单卷重量基数;二是过程端的损耗控制,涵盖产线运行中产生的切头尾损失、切边损失,以及判定为不合格品的检废损失等各类金属消耗。
实际生产中,入口原料卷重量与产品规格受客户订单影响,调整空间有限,存在较大的不可控性。因此,在既定的原料卷重与产品规格下,不断减少金属损失总量成为提升成材率的唯一有效路径。具体而言,需重点聚焦三个维度的损耗消减:精准控制切头尾长度、优化切边工艺参数、最大限度降低检废产生率,以此实现资源利用效率的最大化。
4 提高镀锌卷成材率的措施
4.1 精准控制切头尾长度
退火工序的头尾切除损失是影响冷轧钢材成材率的关键变量,也是降本增效的重要潜力区。该部分损耗主要由表面缺陷、板形不良、厚度异常三类因素驱动。为实现精准降损,本文提出从原料头尾表面质量控制、头尾板形工艺优化及轧机轧制稳定性提升三个维度开展系统性攻关。通过强化前端来料管控、优化中段工艺参数、提高后端控制精度,构建全流程一体化防控体系,有效减少非必要切损,提升产品成材率。
1)原料头尾表面质量控制,协同上游工序构建表面质量联防联控机制,将管理与技术重心前移。针对上游典型缺陷,组织跨工序专项攻关。剖析缺陷生成机理,制定差异化治理方案,为后续工序的高质量成材奠定坚实基础。①在炼钢工序层面,一是强化过程工艺控制,严格规范转炉冶炼、精炼处理及连铸浇注的全周期操作标准,严格控制钢液氮含量、使用倒角结晶器、管控连铸氩气流量与浇铸速度,从根本上降低卷渣类缺陷发生率;二是实施板坯分级管控机制,对高端产品采用机清处理,改善板坯表面洁净度。②轧制工序从设备状态维护与工艺参数优化两方面同步发力,构建缺陷防控体系。一方面常态化开展过钢通道治理。定期清理检查与带钢接触设备,防止翘皮缺陷,另一方面深化卷取区域异物控制,优化夹送辊本体抬起逻辑,阻断外部异物进入通道,针对厚规格原料,强化卷取张力匹配,降低异物压入缺陷概率。③镀锌工序以数据驱动控制切头尾损失。首先,精准对接原料缺陷信息。打通质量数据流,科学核定切头尾的基准长度;其次,切损数据标准化,统计分析历年切损数据,精细化划分切损潜力区,细化作业指导;最后,推行差异化管理,以订单质量要求为导向,实施差异化切损策略,在质量与效益间寻求最佳平衡点,降低金属损失,提升成材率指标。④针对卷渣、翘皮、纵裂等无法彻底根除的表面缺陷,坚持“源头治理 过程修复”的理念。在上游工序深化工艺攻关,从根本上改善缺陷发生情况;同时,结合表检设备检测数据,实施标准化的缺陷修磨作业,减少缺陷卷放行至下道工序。
2)原料板形控制,板形作为衡量热轧带钢产品质量的核心指标,其形成与演变受轧辊凸度、轧制张力、带钢宽度及轧制工艺参数等多因素协同影响,各因素相互作用、相互制约,任一环节出现偏差均可能导致板形缺陷。通过对板形缺陷的全流程跟踪与机理分析,通过调整轧制工艺、提升轧机设备功能精度、优化加热与冷却工艺等方面开展工作。①优化轧钢过程板形控制策略,精准调控精轧出口板形。以板形精准控制为目标,动态调节上下游轧辊辊缝凸度形状;优化板形模型预设定参数,完善弯辊力干预自学习机制,建立弯辊力与轧制力的动态补充调节体系,有效改善精轧出口板形缺陷,提升板形平整度;②提升设备功能精度,保证轧制过程稳定,保障机架间板形质量。优化各机架轧制力负荷分配,确保轧件咬入与抛钢过程稳定,避免因设备精度不足或负荷分配不均导致板形偏差,保障机架间带钢板形连续一致;③优化加热与层流冷却工艺,减少内应力,提升板形质量。一方面,规范并优化加热制度,严格控制加热温度与保温时间,合理组织生产,控制加热炉出钢速率,制定合理的待轧策略,保证加热炉和轧制节奏匹配度,为轧机提供优质钢坯;另一方面,着力解决热轧带钢横断面温差问题,提升横断面温度一致性,结合精轧出口带钢横断面温差数据,针对不同钢种、不同规格带钢冷却规律优化层流冷却工艺参数,减少带钢内部应力积累,提升热轧卷板形质量。
轧机轧制稳定性是确保质量和板形合格的基础,影响轧制节奏的核心因素主要包括三大类:生产计划编制合理性、轧机轧制稳定性、设备或工艺质量异常。针对上述影响因素,结合生产实际需求,制定以下管控措施:在生产计划编制上,优化排程逻辑。针对长短坯生产、定宽机切换等关键环节,推行集中排产模式,减少定宽机频繁切换,确保轧线出钢节奏的连续性与稳定性,为后续轧制工序的顺稳开展奠定基础;在轧机轧制稳定性及设备、工艺质量管控方面,以“保障生产顺稳、杜绝批量质量问题”为核心前提,结合实际工况,优化控制轧制节奏,对设备运行状态、工艺参数执行情况进行实时监控,及时发现并处置异常问题,避免影响轧制节奏;在人员操作管控方面,定期组织人员培训与技术交流,重点强化其对轧制工艺、设备操作、异常处置等相关知识的掌握,持续提升专业操作与应急处置能力,确保突发情况时能够快速、精准处置,保障轧制节奏,提升轧制稳定性与可控性。
4.2 优化切边工艺参数
在现有产品切边设计基础以及确保生产稳定前提下,通过减少切边设计,减少金属损失量,提升成材率,按照效益最大化开展工作。
1)依托机组历史生产实绩数据,开展多维度统计分析工作,重点从钢种类别、产品规格、客户订单需求等不同维度,系统统计切边量实际数据,精准识别切边量优化潜力点,深挖切边设计环节的降损空间,明确核心目标,实现所有钢种要料宽度的切边量统一降低,通过精准管控切边冗余,减少金属无效损耗。
2)推行对标管理模式,以行业先进对标厂为参照,对照其切边量控制水平,按钢种、分规格开展切边量对标分析,明确各钢种、各规格切边量的优化差距,制定差异化对标提升方案,逐步推动各类产品切边量向对标厂先进水平看齐,持续提升切边量控制的精细化程度;强化数据赋能,通过生产系统升级实现实际缩颈量与切边量数据的实时采集、精准传输,将采集到的真实生产数据融入材料设计环节,实现材料设计参数与实际生产工况的精准匹配,优化要料宽度设计,提升材料设计的合理性与科学性,从源头减少切边损耗。
3)圆盘剪间隙量和重合量需要根据带钢材质和厚度的不同进行调整,且间隙量对所切带钢边部质量的影响比重合量对边部质量的影响更为明显。一般而言,带钢的塑性越好、厚度越小,选取的间隙量越小,因此间隙量与钢种和带钢厚度均有关系。深入挖掘圆盘剪切边潜力,聚焦圆盘剪工艺参数优化,系统研究圆盘剪间隙量、重合量与带钢厚度之间的内在关联,建立不同厚度带钢与圆盘剪工艺参数的匹配模型,针对性优化圆盘剪切边工艺参数,有效提升圆盘剪单边切边能力,确保切边质量的同时,进一步压缩无效切边量,为成材率提升提供有力支撑。
4.3 降低检废发生率
1)检废损失主要是受机组生产稳定性影响,设备功能精度管理是产线稳定运行的基础,因此通过对生产关键设备的性能参数、功能精度检测、偏差整改、运行稳定性、设备状态追溯等核心指标进行常态化监控、校准与优化,保证设备功能与生产工艺相匹配,是确保产品质量,提升成材率的关键支撑手段。
2)基于工业大数据,结合实际生产需求,开发智能排产系统,实现生产资源的高效匹配,通过订单合并、结合镀锌卷的产品规格、工艺参数等联动排产,达到减少切边、切头尾等损失的同时,避免因排产不合适影响产线稳定性,减少废品产生。专业提前审核计划,不断校正智能排产系统排产规则,减少不合理规格牌号卷间过渡对生产的影响。
3)加强设备点检巡检,提升剪切精度,设备专业应及时更换切头尾剪刃,保证剪刃间隙精度,提高剪切的稳定性。
5 镀锌卷成材率提升效果
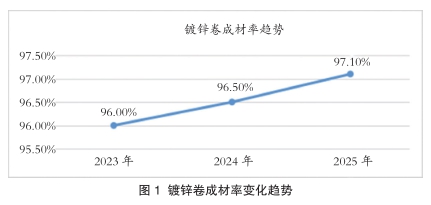
通过上述优化措施,镀锌卷成材率不断提升。随着订单品种和规格的变化,各项控制措施不断完善,镀锌线成材率由2022年的96.8%提升到2025年上半年97.35%,其中2025年一季度达到了97.38%的水平(图1)。
6 结语
钢铁市场竞争激烈,企业生产经营压力大,需在保证并提升产品质量的同时,采取措施降低成本、提高效益以立足市场。提高成材率降低金属损失是降低生产成本的重要组成部分,企业必须不断总结分析影响成材率的因素,提出改进措施,持续提升镀锌卷成材率。
(周帅磊 李晓 张路平张宝强 赵丽娜)