
1 前言
随着新能源汽车向“高转速、低噪音、轻量化”深度发展,新能源汽车电驱系统转速较传统燃油车提升3-10倍,瞬时扭矩激增3倍以上,整车自重因电池配置增加10%-30%。悬架弹簧、高强度螺栓、轮胎帘线等关键基础零件,需承受更大瞬时载荷与更高频次的交变冲击,同时通过减小截面实现轻量化,这些因素共同推动零件用钢向更超高强等级演进。
然而,长期困扰行业的“强度越高,疲劳破坏与延迟断裂越显著”的科学和技术悖论,使得高强度与长寿命难以兼得,这正是新能源汽车关键零件用钢的核心技术矛盾。具体到三类典型场景:1)螺栓钢(1500MPa级以上):电驱大扭矩冲击下,氢致延迟断裂风险剧增,是超高强度紧固件应用的首要瓶颈。2)弹簧钢(2200MPa级以上):悬架高频交变载荷下,大尺寸夹杂物诱发高周疲劳断裂,高强度与长寿命难以兼得。3)帘线钢(4700MPa级UT级):轮胎轻量化、低滚阻驱动强度突破4000MPa,但塑性骤降导致拉拔断丝,制约产业化。
为了破解上述“高强化与长寿命协同”共性技术瓶颈,南京钢铁联合上海大学、南京工程学院以及用户单位,构建“高纯净-均匀化-细晶化-氢陷阱”四维协同路线,成功开发出系列超高强长寿命特殊钢,产品指标达国际领先,为新能源汽车核心零件自主可控提供坚实保障。
2 1500MPa级超高强螺栓钢:攻克延迟断裂问题
高强度螺栓服役于紧固连接工况。在向1500MPa级及以上高强化方向发展过程中,氢致延迟断裂,即钢中可扩散氢在环境与应力耦合作用下导致的环境脆化失效,成为制约其应用的主要失效形式。
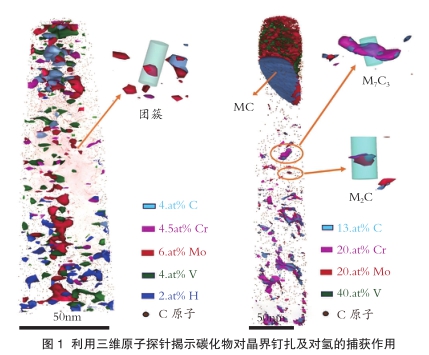
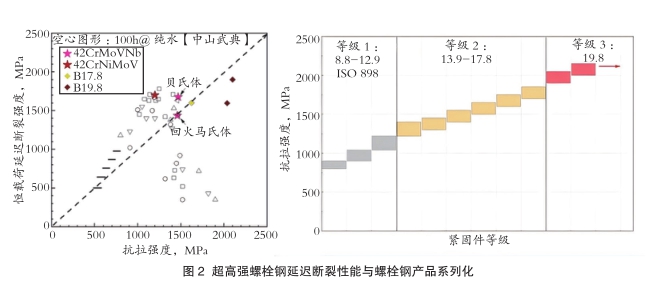
项目采用三维原子探针(3DAP)表征,揭示了纳米析出相钉扎晶界、晶界净化与晶内析出相捕获氢原子的协同抑氢机制(图1)。在此基础上,采用Cr、Mo、V、Nb多元多形态合金化设计,结合“析出相预处理”热处理工艺,在钢中弥散析出稳定的纳米级碳化物作为氢陷阱,捕获可扩散氢;通过细晶化和晶界净化,降低了氢在晶界富集度,从根源抑制氢致开裂。15.9级螺栓钢晶粒度≥10级,延迟断裂强度比≥0.60,实现超高强与抗氢致延迟断裂性能的同步提升,形成8.8-19.8级全系列高强、超高强螺栓钢技术体系(图2),全面覆盖新能源汽车高强紧固件场景。
这一突破正是“氢陷阱”与“细晶化”两个维度的直接体现:纳米碳化物作为高效氢陷阱减少了扩散氢,细晶化和晶界净化进一步降低晶界偏聚氢浓度。
3 2200MPa级弹簧钢:突破高周疲劳极限
弹簧钢服役于悬架弹性工况,长期承受高频交变载荷。在向2200MPa级高强化方向发展过程中,疲劳寿命对夹杂物的敏感性急剧上升,作为疲劳裂纹源,非金属夹杂物成为制约寿命的主要失效因素。
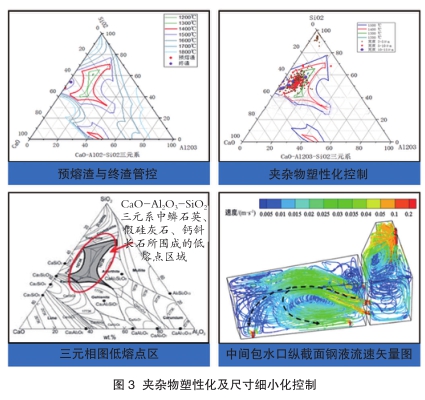
针对超纯净冶炼与夹杂物塑性改性,项目从渣系优化、专用耐材、流场调控三方面协同攻关,实现夹杂物塑性化与细小化控制(图3)。2200MPa级弹簧钢的夹杂物尺寸≤10μm,同时降低了氢致脆性敏感性,疲劳寿命超107次,实现高强度与高周疲劳寿命的同步提升,满足新能源汽车底盘弹性部件超长服役要求。这得益于“高纯净、均匀化、细晶化”的协同:夹杂物塑性化与细小化确保了钢质高度纯净,均匀的马氏体组织消除了疲劳裂纹源。
4 提高镀锌卷成材率的措施
帘线钢服役于轮胎骨架增强工况,需通过多道次拉拔加工至0.20mm级超细丝。在向4700MPa级高强化方向发展过程中,强度突破4000MPa后塑性急剧下降,索氏体化率不足与晶界渗碳体网状析出诱发的拉拔断丝,成为制约巨高强帘线钢稳定产业化的主要失效形式。
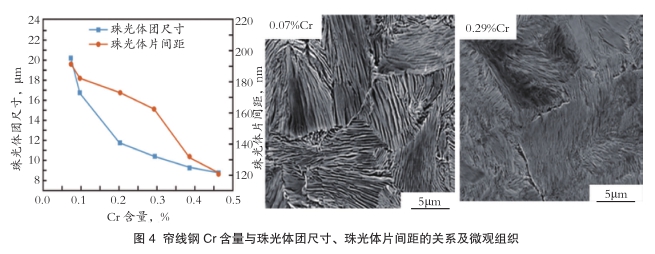
基于上述的夹杂物、均质化和细晶化控制技术,项目进一步采用Cr合金化、偏析控制、快速加热与精准速冷多工序协同,细化奥氏体晶粒,减小珠光体团/片间距,索氏体化率突破90%,有效抑制网状渗碳体生成(图4)。下游用户使用结果表明,4700MPa级帘线钢拉拔至0.20mm断丝率低于0.2次/吨,实现高强度与可拉拔性的同步提升,强度与塑性匹配达到全球最高等级。
5 结语
上述系列特殊钢产品全面覆盖新能源车企头部阵营,批量供货国内主流品牌及国际顶级主机厂供应链。以关键材料之力,护航新能源汽车产业自主可控与“双碳”目标行稳致远。
项目建成了国内领先的超高强长寿命特殊钢盘条技术体系,从材料研发到产业应用全链条贯通,树立特殊钢升级换代新标杆。创新成果显著,授权发明专利16项,发表学术论文13篇,为特殊钢技术进步注入强劲动能。(郑宏伟 李玉华)

- 相关新闻