
利用荧光物质量子点测定冷轧后钢板表面油膜厚度分布

信息来源:世界金属导报2025-08-26B01 时间:2025-08-26 00:00:00
1 前言
轧制油在冷轧过程中,起到降低工作辊与钢板之间的摩擦力、减轻轧制负荷和防止热粘结引起的表面缺陷的作用。此外,轧制润滑技术是保持稳定轧制状态的重要技术。
轧辊咬入区轧制油的油膜厚度和厚度分布状态对轧制过程中的摩擦系数有影响。轧辊咬入区的轧制油状态难以直接观测。因此轧制摩擦系数与轧制油油膜厚度和厚度分布状态的关系尚不清晰。
为此,本研究开发出用荧光物质量子点作为轧制油的示踪剂评价油膜厚度分布的方法,并对轧制油的油膜厚度和厚度分布状态进行研究。
2 试验方法
本试验使用小型4辊带卷轧机(WR:φ110mm)。在保持轧制速度和张力一定的条件下,改变压下率进行轧制。轧制条件如表1。
3 试验结果与分析
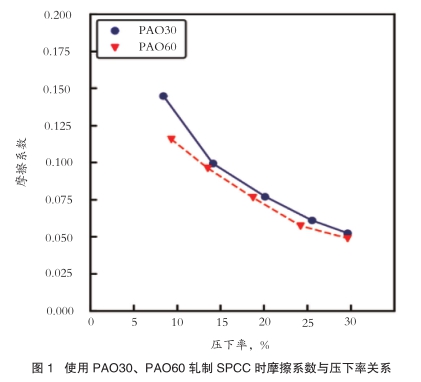
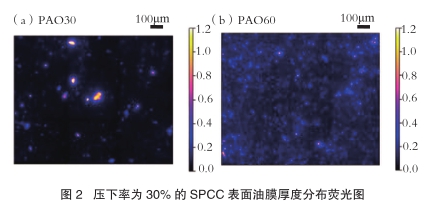
图1是根据轧制负荷和前滑值反算得到的摩擦系数与压下率的关系。在各个压下率条件下,使用PAO60油的摩擦系数都小于使用PAO30油的摩擦系数。从轧后钢板上切取试样,用荧光显微镜对试样进行观测。事前求出油膜厚度h(μm)与荧光强度I具有I= 63.4×h的关系。利用该公式,将用荧光显微镜得到的荧光强度换算为油膜厚度。图2是压下率为30%的轧后钢板表面油膜的厚度分布。使用PAO30油和PAO60油钢板的油膜厚度都随压下率增大而减薄。并且,PAO60油钢板的油膜厚度比较均匀分布。结果表明,油膜厚度分布状态对轧制润滑性具有影响。用高粘度油进行轧制时,轧机工作辊与轧材界面的油膜较厚并且均匀分布,轧制润滑性优于用低粘度油进行轧制。
还没有评论,快来抢沙发!