1 前言
近年来,汽车和容器的轻量化要求,使得高强度薄规格冷轧钢板的需求不断增加。钢板经冷轧、退火等工序后,为了矫正形状和优化产品性能,要进行调质轧制或光整轧制。
轧制过程中,摩擦特性是决定轧制力、板形的关键影响因素。在调质轧制中,轧辊的变形行为非常复杂。在轧制时,辊缝内部并非仅在带钢宽度中心区域满足二维平面的条件,带钢端部的宽度方向金属流动也会同时发生。然而,关于调质轧制过程中伴随非圆弧变形发生的宽度方向金属流动的研究报道很少。
本研究旨在利用三维有限元法(FEM)分析,阐明调质轧制中轧辊的弹性压扁(扁平化)行为及其与之耦合的轧辊表面摩擦特性,对发生非圆弧变形调质轧制进行FEM计算。
2 FEM计算条件
为了观察调质轧制的特征性行为,使用ABAQUS/Standard进行三维FEM计算。本次初步计算以2辊轧机(2 Hi)为对象,在平辊条件下进行了压下率为1%的调质轧制计算。计算条件见表1。轧辊界面假定为刚性(或计算中处理为准刚性表面)。为了缩短计算时间,利用了模型的1/4对称性进行计算。由于在带钢端部会产生涉及宽度方向的复杂应力分布,所以,在带钢宽度方向上,中心区域网格尺寸设定为1.25mm,而在带钢端部区域则细分为中心区域尺寸的1/10。
3 试验结果
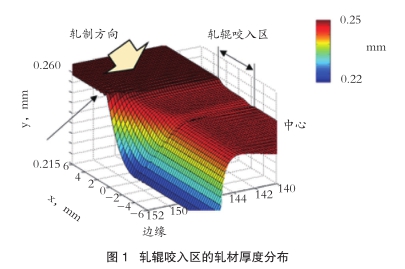
图1显示了计算得到的辊缝内板厚在三维空间的变化(沿宽度方向和轧制方向)。结果表明,在带钢宽度中心区域,计算结果符合以往认知,即在中性区域内材料变形不明显,板厚的减薄发生在入口侧和出口侧区域。
另一方面,从带钢中心向端部方向移动时,轧辊变形后的形状(辊缝形状)会从非圆弧形状逐渐变为接近圆弧形状。
本次计算结果表明,即使在端部区域,变形也并非完全均匀的圆弧状。推测这是由于随着靠近带钢端部,宽度方向金属流动导致接触条件复杂化,难以形成完全的粘着区,从而使变形更接近于传统认知中的圆弧形状。
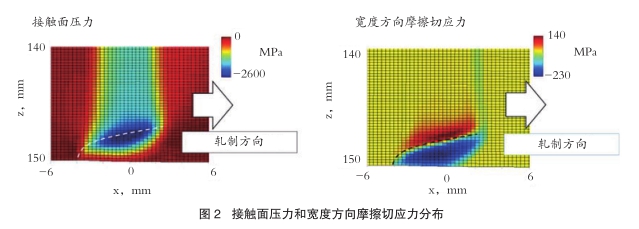
图2显示了板端部产生的接触面压力以及界面上摩擦力沿宽度方向的分布。在带钢宽度中心区域出现了粘着状态,而在发生宽度方向金属流动的带钢端部区域,粘着区随着靠近出口侧而范围增大。另一方面,在发生宽度方向流动的边界区域,观测到轧辊接触压力比周围区域更大,部分材料出现了向带钢宽度内侧流动的现象。
4 结论
本研究对2辊轧机调质轧制过程进行了三维FEM解析,考察了轧辊弹性压扁以及轧辊与材料行为的关系。
结果表明,在宽度中心部位(包含极端的非圆弧变形),产生了包括中性区域在内的复杂非圆弧变形;在宽度端部区域,由于宽度方向流动的影响,中性区域范围缩小,形状逐渐趋向于圆弧形。此外,还发现在从粘着区发生宽度方向流动的部位会产生面压峰值,并伴有微小幅度向内侧流动的现象。